

Email:
СТАТЬИ ПО ТЕМАМ
НОВОСТИ БИЗНЕСА
С приходом теплого времени года встает извечный вопрос о качественном хранении продуктов на даче, в автомобиле, в походе. Естественно, что в этой ситуации главным спутником любого ...
Гибкая автоматическая линия для штамповки фланцев
Гибкая автоматическая линия для штамповки фланцев тормозных барабанов автомобиля (рис. 7.4) состоит из двух прессов № 1 и 2, соединенных дополнительными устройствами, и управляется от одного пульта. Стальные листы, предназначенные для изготовления фланцев, укладывают стопой на стол 13 листоукладчи-ка. По мере расходования они поднимаются вверх на заданный уровень специальным механизмом, приводимым в действие электродвигателем 14. Вакуумным захватом 8 верхний лист укладывается на подвижную раму 10, на которой закреплен сам захват. Из пульверизатора (распылителя) 9 на лист материала автоматически наносится СОЖ, подаваемая из системы смазки 15. Вместе с подвижной рамой, перемещаемой пневмоцилиндром 12 и реечной передачей, лист перерабатываемого материала поступает в шаговый подаватель 11. В этот момент разрежение с вакуумных захватов снимается, и лист материала остается в шаговом подавателе.
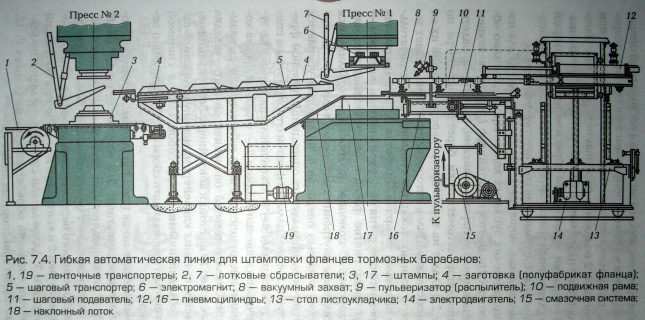
Затем шаговым подавателем с помощью пневмоцилиндра 16 перерабатываемый лист вводится в рабочую зону штампа 17 пресса № 1, на котором выполняется первая совмещенная операция штамповки — вырубка и вытяжка одновременно. Полученный полуфабрикат фланца (заготовка) остается в верхней части штампа, в которой он удерживается электромагнитом 6. Шаговый подаватель снова перемещает лист на заданный шаг, а лотковый сбрасыватель 7 укладывает полуфабрикат фланца 4 на шаговый транспортер 5. При очередном рабочем опускании верхней части штампа 17 прессом № 1 первая операция штамповки повторяется, а отходы материала, оставшиеся на листе, разрубаются на несколько частей (измельчаются) и по наклонному лотку 18 ленточным транспортером 19 уда-I ляются в сборник отходов для утилизации.
Далее шаговым транспортером 5 заготовка 4 после первой операции штамповки подается в рабочую зону штампа 3 на вторую операцию штамповки, где фиксируется на нижней части штампа и при рабочем ходе пресса № 2 во фланце пробиваются отверстия. Изготовленная деталь (фланец) удаляется из рабочей зоны штампа аналогично первой операции — лотковым сбрасывателем 2, который укладывает ее на ленточный транспортер 1, подающий изготовленные фланцы тормозных барабанов на соответствующий склад.
Copyright 2006-2020 @, ООО "ХолодПроСервис".
Копирование любых материалов с сайта только с письменного разрешения.