

Email:
СТАТЬИ ПО ТЕМАМ
НОВОСТИ БИЗНЕСА
С приходом теплого времени года встает извечный вопрос о качественном хранении продуктов на даче, в автомобиле, в походе. Естественно, что в этой ситуации главным спутником любого ...
Гибкие автоматические линии
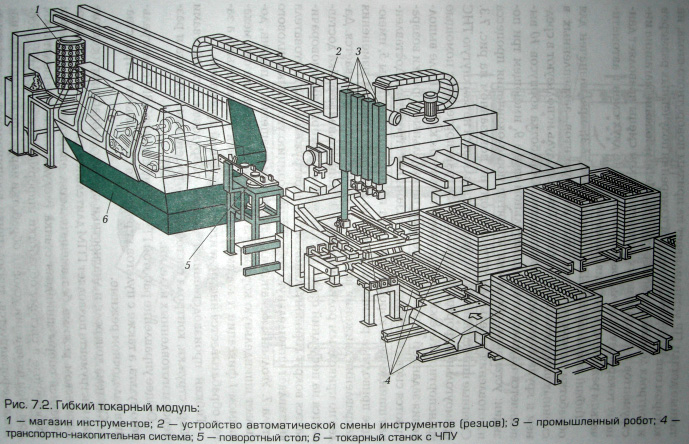
Гибкая автоматическая линия — это ГПС, состоящая из нескольких ГПМ, объединенных единым автоматизированным управлением, в которой технологическое оборудование расположено в принятой последовательности технологических операций.В зависимости от объема производства и номенклатуры изготавливаемых изделий ГАД может комплектоваться различным количеством модулей, вспомогательных устройств и инструмента, имеющих разное назначение. Современный гибкий токарный модуль (рис. 7.2) создан на базе двухшпиндельного токарного станка 6 с ЧПУ, у которого имеется магазин инструментов 1 и устройство 2 автоматической смены резцов при их износе или поломке, а также ПР 3, ТНС 4 и поворотный стол 5.
Промышленный робот 3 оснащен четырьмя манипуляторами, которые одновременно устанавливают две заготовки с ТНС 4, и две обработанные детали снимают с двух шпинделей станка 6. Обработанные детали ПР устанавливает на призмы поворотного стола, на котором они поворачиваются для измерения полученных размеров и контроля действительных размеров. Использование магазина инструментов и устройства их автоматической смены позволяет данному токарному модулю работать в течение двух смен в автоматическом режиме без участия наладчиков.
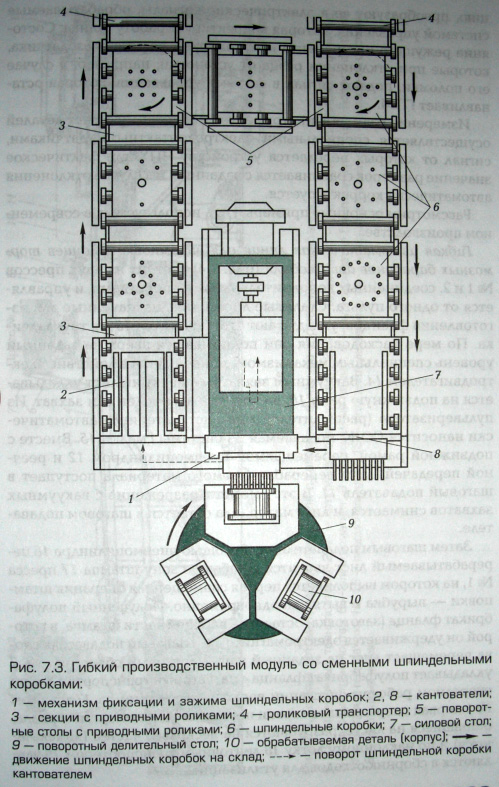
 Гибкий производственный модуль (рис. 7.3), предназначен для обработки корпусов с помощью инструментов, закрепленных в сменных шпиндельных коробках. Такой модуль используют в среднем и крупносерийном производстве. Обработка корпусов 10 выполняется на поворотном делительном столе 9, имеющем три позиции: установка, обработка и снятие после окончания процесса изготовления отдельным устройством, не показанном на рис. 7.3. Сменные шпиндельные коробки 6 доставляются на замкнутую ТНС прямоугольной формы по роликовому транспортеру 4 с помощью транспортной тележки с инструментального склада. После выполнения заданной обработки сменные шпиндельные коробки возвращаются снова на склад по пути, указанному стрелками. Доставленная шпиндельная коробка попадает на поворотные столы 5, имеющие приводные ролики, с помощью которых в местах изменения направления движения шпиндельная коробка поворачивается. Далее по приводным роликам секции 3 шпиндельная коробка доставляется на последний стол с кантователем 8, которым она поворачивается вокруг горизонтальной оси, а перегружатель из кантователя выставляет шпиндельную коробку на позицию угольника силового стола 7. Угольник, оснащенный приводом вращения и подачи, досылает шпиндельную коробку на рабочую позицию, где она механизмом 1 фиксации и зажима устанавливается окончательно, а затем обрабатывается инструментом по заданной программе. Гибкий производственный модуль оборудован устройствами сбора стружки, контроля состояния режущего инструмента и размеров изготовленных изделий.
Гибкий производственный модуль (рис. 7.3), предназначен для обработки корпусов с помощью инструментов, закрепленных в сменных шпиндельных коробках. Такой модуль используют в среднем и крупносерийном производстве. Обработка корпусов 10 выполняется на поворотном делительном столе 9, имеющем три позиции: установка, обработка и снятие после окончания процесса изготовления отдельным устройством, не показанном на рис. 7.3. Сменные шпиндельные коробки 6 доставляются на замкнутую ТНС прямоугольной формы по роликовому транспортеру 4 с помощью транспортной тележки с инструментального склада. После выполнения заданной обработки сменные шпиндельные коробки возвращаются снова на склад по пути, указанному стрелками. Доставленная шпиндельная коробка попадает на поворотные столы 5, имеющие приводные ролики, с помощью которых в местах изменения направления движения шпиндельная коробка поворачивается. Далее по приводным роликам секции 3 шпиндельная коробка доставляется на последний стол с кантователем 8, которым она поворачивается вокруг горизонтальной оси, а перегружатель из кантователя выставляет шпиндельную коробку на позицию угольника силового стола 7. Угольник, оснащенный приводом вращения и подачи, досылает шпиндельную коробку на рабочую позицию, где она механизмом 1 фиксации и зажима устанавливается окончательно, а затем обрабатывается инструментом по заданной программе. Гибкий производственный модуль оборудован устройствами сбора стружки, контроля состояния режущего инструмента и размеров изготовленных изделий.
Общее управление работой ГПМ осуществляет ЭВМ с центрального пульта, а также с пультов управления отдельными устройствами в наладочном режиме.
Система контроля и диагностики процесса обработки и состояние инструмента позволяет ГПМ длительное время работать в автоматическом режиме без вмешательства оператора. Подшипники передней опоры шпинделя станка (модуля) имеют тензодатчики, включенные в систему обработки информации с микропроцессором. При изменении условий обработки наружное кольцо подшипника деформируется, тензодатчики воспринимают эту деформацию, преобразуют ее в электрические сигналы, обрабатываемые системой управления, которая корректирует работу станка. Состояние режущего инструмента контролируют четыре пьезодатчика, которые при отклонении резца от установки, например, в случае его поломки, подают сигнал в систему управления, которая останавливает ГПМ.
Измерение размеров инструментов и изготавливаемых деталей осуществляется специальными электроконтактными датчиками, сигнал от которых передается устройству ЧПУ, где фактическое значение размеров сравнивается с заданным и в случае отклонения автоматически корректируется.
Copyright 2006-2020 @, ООО "ХолодПроСервис".
Копирование любых материалов с сайта только с письменного разрешения.