

Email:
СТАТЬИ ПО ТЕМАМ
НОВОСТИ БИЗНЕСА
С приходом теплого времени года встает извечный вопрос о качественном хранении продуктов на даче, в автомобиле, в походе. Естественно, что в этой ситуации главным спутником любого ...
Автоматические линии
Автоматические линии состоят из комплекса рабочих машин и вспомогательного оборудования, автоматически выполняющих в определенной технологической последовательности с заданным ритмом весь процесс изготовления изделий, переработки продукта производства или его части. Полуавтоматическими называют линии, в которых пуск и останов отдельных агрегатов, закрепление и перемещение изделий продукта переработки выполняются рабочим. Кроме того, существуют гибкие автоматические линии (ГАД), которые предназначены для изготовления большой номенклатуры однотипной продукции, они состоят из нескольких модулей и объединены общей автоматизированной системой управления. Этому требованию удовлетворяет, например, оборудование с ЧПУ, объединенное в гибкие производственные системы (ГПС) и предназначенное для комплексной обработки различных деталей. По аналогии с ГПС создаются гибкие автоматизированные участки (ГАУ), гибкие производственные модули (ГПМ), гибкие автоматизированные цеха (ГАЦ) и даже гибкие автоматизированные заводы (ГАЗ).Гибкая производственная система — это совокупность средств производства, обладающих способностью быстрой переналадки с производства одного вида продукции на другой. Обычно такие системы машин бывают автоматизированными.
Гибкий производственный модуль — единица технологического оборудования для изготовления изделия производственной номенклатуры (с установленным пределом значений их характеристик). Такой модуль оснащен программным управлением, функционирует автономно, осуществляя автоматически все функции, связанные с производством изделий, и может быть встроен в ГПС.
Гибкий производственный комплекс — ГПС, которая состоит из нескольких ГПМ, объединенных автоматизированной транспортной системой, и автономно функционирует в течение заданного интервала времени. Гибкие производственные комплексы можно встраивать в ГПС более высокой степени автоматизации.
Гибкий автоматизированный участок — это ГПС, функционирующая в соответствии с технологическим маршрутом, в котором предусмотрена возможность изменения последовательности исполнения технологического оборудования.
Гибкий автоматизированный цех — это ГПС, представляющая собой совокупность (в различных сочетаниях) гибких автоматизированных и роботизированных технологических линий, ГАУ и РТК, которая предназначена для изготовления изделий заданной номенклатуры.
Гибкий автоматизированный завод — это ГПС, представляющая собой совокупность ГАЦ, предназначенных для выпуска готовых изделий в соответствии с планом основного производства. Гибкий автоматизированный завод может включать в себя также отдельно функционирующие неавтоматизированные участки и цехи.
Гибкое автоматизированное производство (ГАП) — производственная система, которая состоит из одного или нескольких ГПК, объединенных автоматизированной системой управления производством и автоматизированной транспортно-складской системой, и обеспечивает быстрый переход на изготовление новых изделий с помощью ряда автоматизированных систем: проектирования (САПР), технологической подготовки производства (АСТПП), управления предприятием (АСУП), инструментального обеспечения (АСИО), контроля (САК), удаления отходов (АСУО) и др.
Наиболее распространены в производстве роторные и роторно-конвейерные автоматические линии. Автоматическая роторная линия — совокупность нескольких технологических и транспортных роторов, расположенных на общей станине в соответствии с технологической последовательностью обработки изделия. Такие линии более экономичны по сравнению с обычными автоматическими линиями, так как значительно сокращают производственный цикл, уменьшают межоперационные запасы заготовок, снижают трудоемкость изготовления и себестоимость продукции, высвобождают производственные площади.
На этих линиях обрабатываемые заготовки совершают движения по дугам окружностей совместно с воздействующими на них орудиями. Технологические и транспортирующие роторы работают синхронно, передавая заготовки с одной операции на другую. На автоматических роторных линиях выполняют штамповку, вытяжку, прессование, сборку, контроль и другие процессы.
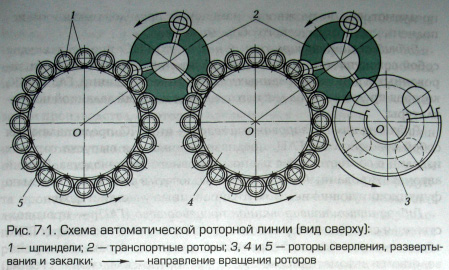
На рис. 7.1 показана принципиальная схема автоматической роторной линии (вид сверху), состоящей из рабочих шпинделей 1, технологических (рабочих) роторов 3, 4, 5 и транспортных роторов 2, соединенных между собой в единую систему. Обрабатываемые детали в начале процесса закрепляют на шпинделях 1 ротора 5, на котором в них сверлят отверстия, затем поочередно транспортным ротором 2 они переносятся на ротор развертывания 4, а оттуда транспортным ротором 2 — на ротор закалки 3, на котором и заканчивается обработка данных деталей.
Copyright 2006-2020 @, ООО "ХолодПроСервис".
Копирование любых материалов с сайта только с письменного разрешения.