

Email:
СТАТЬИ ПО ТЕМАМ
НОВОСТИ БИЗНЕСА
С приходом теплого времени года встает извечный вопрос о качественном хранении продуктов на даче, в автомобиле, в походе. Естественно, что в этой ситуации главным спутником любого ...
Контроль и испытание установленного оборудования
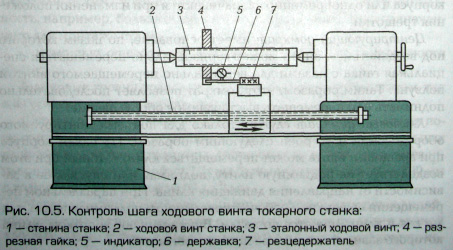
Рассмотрим некоторые методы проверки оборудования, такие, как проверка точности шага ходовых винтов, параллельности и прямолинейности направляющих токарного станка, а также проверка точности шага зубчатых колес.Контроль шага ходового винта токарного станка (рис. 10.5) можно выполнять разными способами. Рассмотрим один из них, который основан на сравнении шага ходового винта 2 проверяемого станка с эталонным 3 и его разрезной гайкой 4. Для этого в центрах токарного станка устанавливают эталонный ходовой винт с навернутой на него гайкой, которую державкой 6 с индикатором 5 соединяют с резцедержателем станка 7. Суппорт при этом отводят в крайнее положение. При работе станка наблюдают за положением стрелки индикатора, которая будет отклоняться от своего начального положения, показывая отклонения шага ходового винта станка от шага эталонного. В зависимости от величины несовпадения шагов ходовых винтов, особенно если оно превышает установленные нормы, принимают решение о ремонте токарного станка.
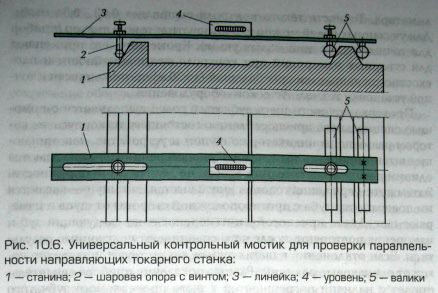
Контроль параллельности направляющих токарных станков можно произвести с помощью универсального контрольного мостика (рис. 10.6), представляющего собой устройство, состоящее из линейки 3, двух валиков 5 и шаровой опоры 2 с винтом. Один из валиков 5 может перемещаться по пазу вдоль линейки 3, такую же возможность имеет и шаровая опора 2 с винтом. Сверху на линейке установлен уровень 4. При проверке параллельности мостик опускают на направляющие станины 1 так, чтобы валики охватывали одну из них, а шаровая опора с винтом — другую. Далее вращением винта шаровой опоры 2 по уровню 4 мостик выставляют в горизонтальное положение. При перемещении мостика по направляющим станка наблюдают за показаниями уровня, отклонения которых характеризуют степень параллельности направляющих горизонтальной плоскости. Если дополнить мостик индикатором, то одновременно можно определить отклонения направляющих в вертикальном направлении.
Контроль прямолинейности длинных направляющих осуществляется оптическими приборами — зрительной трубой и коллиматором (оптическим прибором с параллельным пучком лучей). Принцип контроля прямолинейности состоит в совмещении перекрестий коллиматора, перемещаемого на каретке по направляющей станины, с делениями зрительной трубы, установленной на тумбе. Если перекрестия коллиматора совпадают с делениями зрительной трубы, то направляющая прямолинейна. Контроль производится многократно, каждый раз после перемещения коллиматора по направляющей. Величина отклонения (угол смещения) отсчитывает-ся через окуляр зрительной трубы после каждой перестановки коллиматора. Точность такого контроля составляет 0,02...0,04 мм/м. Для указанных целей можно использовать автоколлиматор (прибор для точных измерений малых углов). Кроме того, его применяют для створных измерений при контроле прямолинейности и плоскостности направляющих большой (до 30 м) протяженности и точной установки технологического оборудования.
Проверка точности шага зубчатых колес выполняется с помощью специального приспособления, состоящего из корпуса, на котором размещены индикатор со щупом и устройство, напоминающее штангенциркуль со щупами. При измерении щупами касаются одноименных точек соседних зубьев на делительной окружности. Затем путем вращения головки винта выставляют щуп — касаются им поверхности зуба с противоположной стороны от щупа и измеряют шаг. Далее приспособление переносят на следующий зуб и измерения повторяют, после чего сравнивают полученные результаты. Если отклонения в шагах зубьев отсутствуют, индикатор покажет одинаковые размеры. Разные показания прибора свидетельствуют о наличии погрешностей в шаге проверяемого зубчатого колеса, которые необходимо устранить.
Проверку параллельности оси шпинделя направляющим станины осуществляют с помощью универсальной оправки. Данный способ проверки прост и универсален. Для этого универсальную оправку устанавливают в центрах, а индикатор закрепляют в резцедержателе. При вращении оправки щуп (наконечник) индикатора, перемещаемый суппортом, скользит вдоль нее, показывая отклонения стрелки.
Copyright 2006-2020 @, ООО "ХолодПроСервис".
Копирование любых материалов с сайта только с письменного разрешения.